Steel Hammer Project

|

|

|

|
| steel_hammer_lathe_project WITH STEPS.pdf |
| hammer_project_holbrook.pdf |
Procedure
Handle Procedure
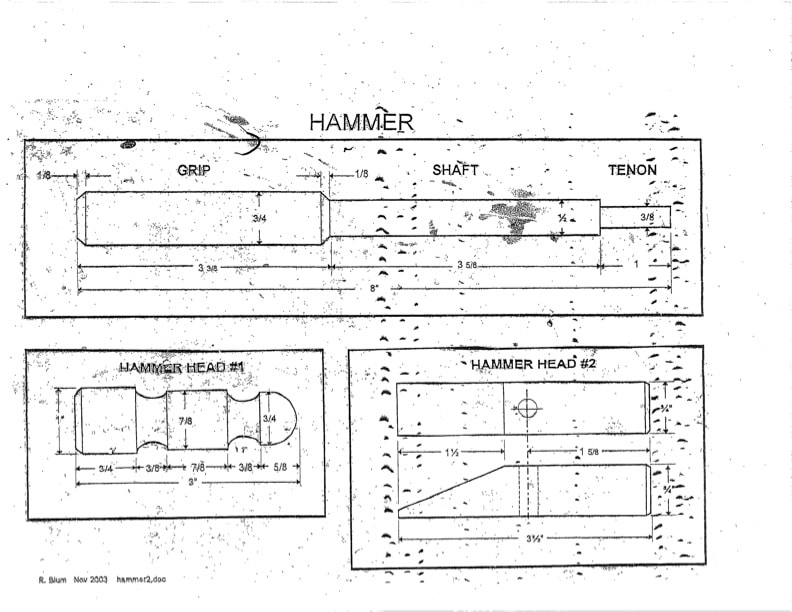
1. Cut 8 1/8" inches of 3/4 hot rolled round steel
2. Face both ends on the lathe until length is EXACTLY 8" long.
4. Measure 4 5/8" from one end and mark the metal to layout the shaft and tenon locations
5. Hold about 1" in the head stock and support the newly center-drilled end with the Live Center in the tailstock
8. Turn tenon diameter down to 3/8". Use the Callipers and 3/8" hole on the drill gauge to ensure correct measurements
10. Setup knurling tool and knurl the grip to desired pattern
1. Cut 8 1/8" inches of 3/4 hot rolled round steel
2. Face both ends on the lathe until length is EXACTLY 8" long.
- No more than 3/4" of material extending through the headstock
- Ensure the cutting bit centered to you get a smooth face with no dimples or 'outies'
- have teacher check your setup before starting
4. Measure 4 5/8" from one end and mark the metal to layout the shaft and tenon locations
5. Hold about 1" in the head stock and support the newly center-drilled end with the Live Center in the tailstock
- have teacher check your setup
- have teacher check your work
8. Turn tenon diameter down to 3/8". Use the Callipers and 3/8" hole on the drill gauge to ensure correct measurements
- DO NOT MAKE IT SMALLER THAN 3/8"!!
10. Setup knurling tool and knurl the grip to desired pattern
- have teacher check setup BEFORE doing this!
- have teacher check setup BEFORE doing this!
Ball Peen Hammer Head Procedure
1. Cut 1" diameter hot rolled round steel to a length of 3 1/8"
2. Face one end, flip, face 2nd end until total length is 3" long
3. Mark out locations for areas of different diameters (3/4". 7/8", 1")
4. Hold the 1" end in the chuck and turn down the ball peen end to 3/4" in diameter. Don't worry we will round it out after
5. Turn down the middle area to 7/8" in diameter
6. Flip material around and skim/turn the 1" diameter down until it is smooth and shiny. Try not to go too small!
7. Use the cutting bit to rough out the "scoops" (valley shaped parts) of the head
8. Use a 3/8" round file to smooth out the scoops until they match the drawing
9. Use a cutting bit to rough out the ball peen hammer end. Finish with a lathe file until matching the blueprints
10. Flip over and add a slight chamfer to the flat end of the hammer to match the blueprints
11. File, sand, make shiny
12. Remove from lathe and put tools away
13. Center punch your hole location in the center of the hammer for the threaded tenon of the handle to go into
14. Drill an 11/32" hole all the way through
15. Use a 3/8" UNC tap to add threads to the inside of the hammer head hole
1. Cut 1" diameter hot rolled round steel to a length of 3 1/8"
2. Face one end, flip, face 2nd end until total length is 3" long
3. Mark out locations for areas of different diameters (3/4". 7/8", 1")
4. Hold the 1" end in the chuck and turn down the ball peen end to 3/4" in diameter. Don't worry we will round it out after
5. Turn down the middle area to 7/8" in diameter
6. Flip material around and skim/turn the 1" diameter down until it is smooth and shiny. Try not to go too small!
7. Use the cutting bit to rough out the "scoops" (valley shaped parts) of the head
8. Use a 3/8" round file to smooth out the scoops until they match the drawing
9. Use a cutting bit to rough out the ball peen hammer end. Finish with a lathe file until matching the blueprints
10. Flip over and add a slight chamfer to the flat end of the hammer to match the blueprints
11. File, sand, make shiny
12. Remove from lathe and put tools away
13. Center punch your hole location in the center of the hammer for the threaded tenon of the handle to go into
14. Drill an 11/32" hole all the way through
15. Use a 3/8" UNC tap to add threads to the inside of the hammer head hole
- see demo for tap and die from teacher
