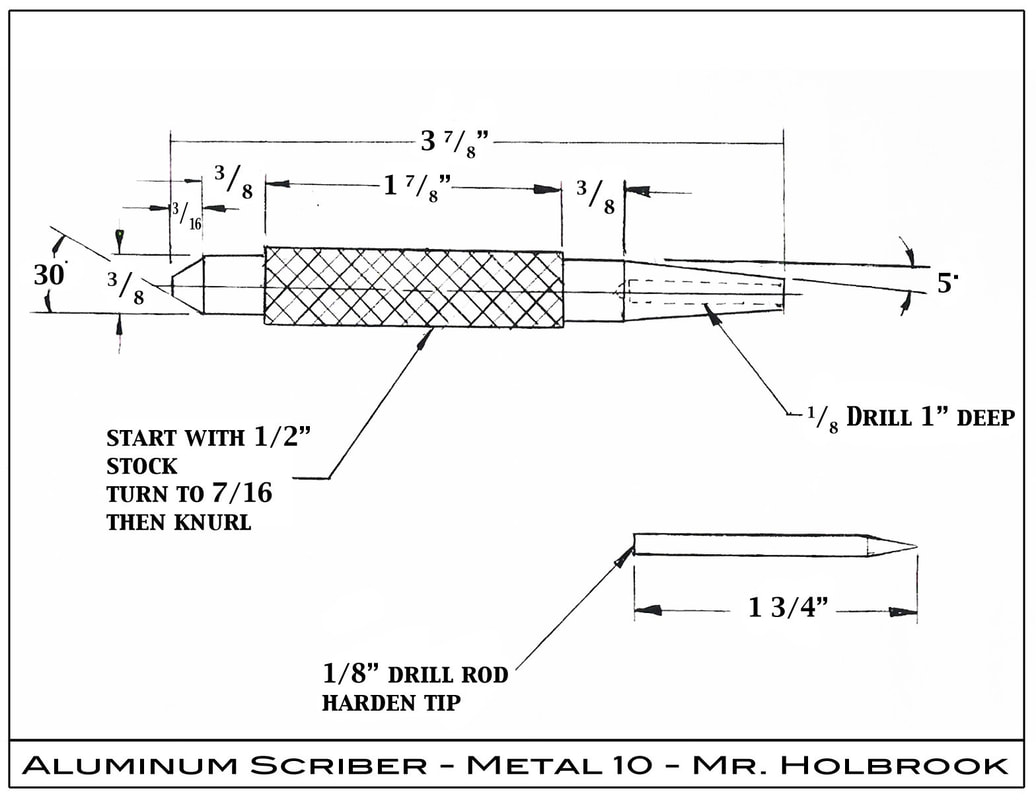
Steel Scribe
Not all the procedures listed will be exactly as we do them. Check with the instructor on steps you may be unsure of.
Overview
The engine lathe is an excellent way to turn and shape and drill round stock accurately
Remember to remove loose clothing and jewelry and tie back long hair. Equipment needed includes:
The engine lathe is an excellent way to turn and shape and drill round stock accurately
- Familiarize yourself with the equipment before you begin set-up procedures (ask for help if unsure)
- Ensure that you have an instructors OK before beginning the knurling procedure
Remember to remove loose clothing and jewelry and tie back long hair. Equipment needed includes:
- Small Centre drill
- 1/8” drill bit
- 6” piece of ½ aluminum round stock
- Calipers
- Accurate steel ruler
- Fully equipped engine lathe
- Clamp stock in chuck with no more than 1” protruding
- Set up tool but with point at centre line of stock (use sheet metal to check)
- Set lathe speed and face the end of the stock
- Install Jacobs chuck in tailstock and using a small centre drill drill the stock to accept the live centre
- Remove Jacobs Chuck and install live centre, pull stock out with only about ½” clamped in the jaws and the other end supported by the tailstock and live centre
- Move tool but to turn stock to diameter and turn entire length to 7/16” (be careful not to hit the chuck or tailstock)
- Install knurling tool, choose desired pattern, centre and square the knurling tool to the stock (Have Mr. Holbrook check your set-up)
- Knurl entire length
- Install tool but and machine off knurl on either side of stock to achieve desired knurl length (1 7/8”)
- Turn both ends of stock to 3/8”
- Remove stock and insert into copper soft jaws (see demo), clamp in chuck with end for the point protruding
- Use parting tool (or hacksaw) to cut off excess stock and face to length. STOP FOR MORE INSTRUCTIONS. This is where the blueprints will be different than these instructions!
- Use centre drill first then use a 7/32” drillbit and drill 1” deep
- Remove and use a ¼” NC tap to add threads to inside of the 1” deep hole.
- Set compound rest to appropriate angle and machine the 5 degree taper (watch the chuck). Watch the wall thickness of the tapered end and the threaded hole. Aim for 1/16” minimum wall thickness. Polish this end now if desired
- Remove stock and turn around
- Use parting tool or hacksaw to cut to rough length and face.
- Set compound to appropriate angle and machine the 30 degree taper.
- Add ¼” Hilti tip
- Sharpen point on grinder and use torch to harden as shown in the demo if needed
